Cutting condition Formula for Turning
※ Cutting Speed (vc)
vc=(π•Dm•n)/100
|
*Divide by 1000 to change to m from mm. |
 |
| ※Cutting Power (Pc)
|
Pc(kW):Cutting power |
| Approximate rate (Ks) | |
|---|---|
| Mild Steels | 190 |
| Medium Steels | 210 |
| Hard Steels | 240 |
| Light Alloy | 190 |
| High Alloy | 245 |
| Cast Iron | 93 |
| Forging cast iron | 120 |
| Bronze / Brass | 70 |
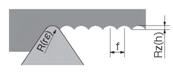
| ※ Theoretical finished surface roughness(Rz) Rz(h)=(f2/8×R(rε))×1000 |
Rz(h):Theoretical finished surface roughness |
 |
※Chip removal Volume (Q)
Q=Vc×ap×f
Q(cm3/min): Chip removal Volume
Vc(m/min):Cutting speed
ap(mm):Cutting depth
f(mm/rev):Feed rate per minute of table
※Cutting Time (sec)
Tc = Im/I (min)
Tc(min) : Cutting Time
Im(inch) : Workpiece Length
I(inch/min) : Cutting Length per Min