Condición de la condición de corte para fresado
※ Velocidad de corte (Vc)
|
Vc = π × Ds × n / 1000 |
 |
| ※ Avance (fz) fz = Vf / Zxn |
fz (mm / t): alimentación por diente |
 |
|
※ Poder de corte (Pc) |
Pc (kW): Potencia de corte |
| La tasa aproximada (Ks) | |
|---|---|
| Aceros suaves | 190 |
| Aceros medianos | 210 |
| Aceros duros | 240 |
| Aleación ligera | 190 |
| Aleación alta | 245 |
| Hierro fundido | 93 |
| Forja de hierro fundido | 120 |
| Bronce / Latón | 70 |
※ Retiro de virutas Volumen (Q)
|
Q = (ae × Vf × ap) / 1000 |
Q (cm3/ min): Eliminación de virutas Volumen |
※ TIEMPO DE CORTE (T)
|
T = (60 x L ') / Vf = (60 x L') / fz x Z x n |
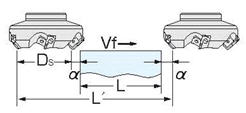 |
T (seg.): Tiempo de corte
L '(mm): Longitud total de la alimentación de la mesa (= L + Ds + 2α)
L (mm): Longitud de la pieza
Ds (mm): Diámetro del cortador
α (mm): Diámetro de la amoladora
Vf (mm / min): Velocidad de avance por minuto de la mesa
fz (mm / t): alimentación por diente
Z: Número de flautas
n (min-1): Revolución